 Warning
Warning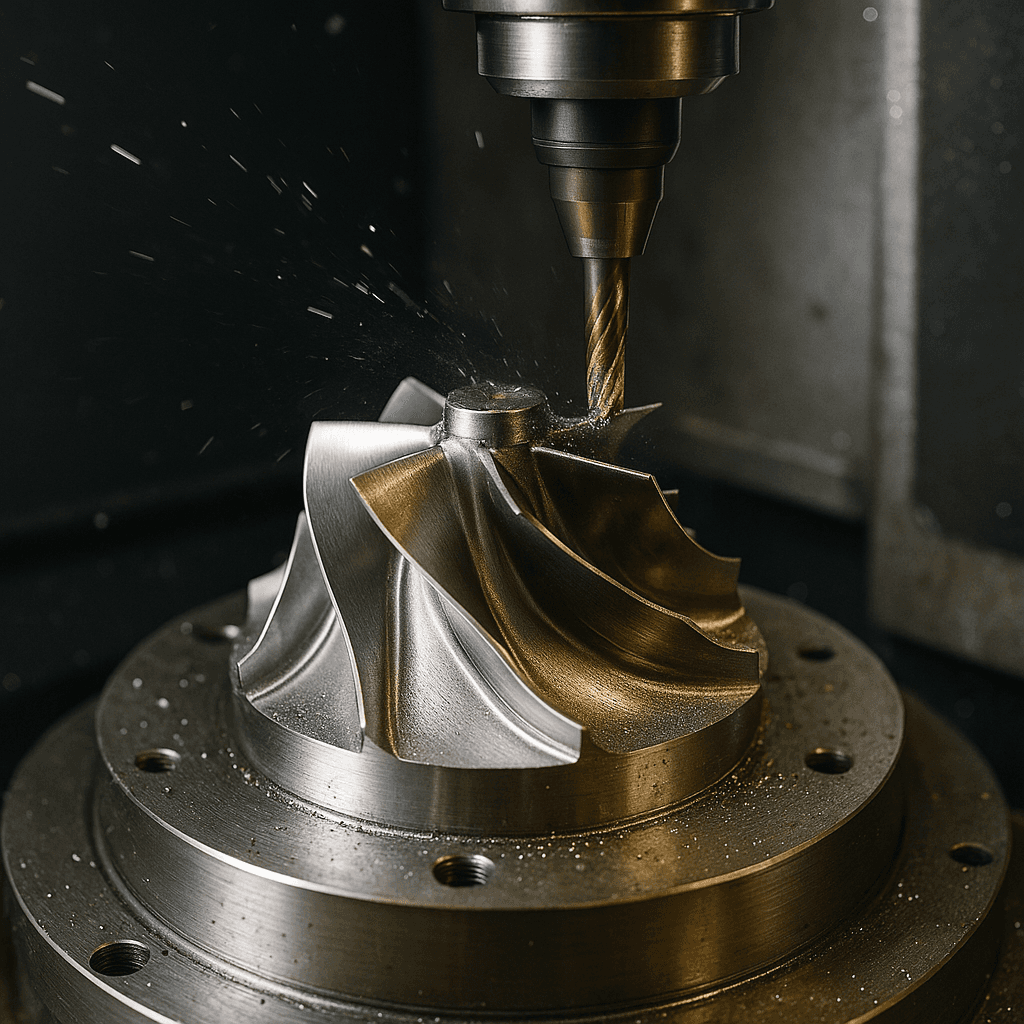
CNC Machining: The Ultimate Guide to Precision Prototyping and Manufacturing
CNC (Computer Numerical Control) machining refers to the automated, computer-driven manufacturing of parts using machine tools. Unlike manual machining, CNC machines follow digital instructions (G-code programs) to remove material from a solid block (called a blank) with extreme precision. The result is a process that can rapidly produce high-accuracy, production-quality components from a wide range of materials.
This makes CNC machining a cornerstone technology for prototyping new designs and low-volume manufacturing of end-use parts, which is precisely what innovative businesses and hardware startups need. In this comprehensive guide, we'll explain CNC machining, how it works, its advantages, and how it compares to other fabrication methods like 3D printing and injection molding. The goal is to give executives and product developers a clear understanding of when CNC machining is optimal for their projects.
What Is CNC Machining?
CNC machining is a subtractive manufacturing process at its core – it starts with a solid piece of material and precisely cuts it away to form the desired shape. CNC machines are essentially automated machine tools governed by computer programs. A typical CNC system consists of a machine (such as a mill or lathe) with motors on each axis and a controller computer. The computer interprets a digital design file and drives the machine's cutting tools along exact paths to carve out the part.
Unlike traditional manual machining, which relies on an operator's skill to guide tools, CNC machining uses pre-programmed instructions (often generated via CAD/CAM software) to control every movement. This automation yields far greater consistency and complexity in the parts produced.
CNC stands for Computer Numerical Control, an evolution of earlier numerical control methods that used punched tape or cards. Modern CNC machines read digital G-code instructions defining tool trajectories, speeds, and operations. These instructions can be programmed by a machinist or automatically generated from a CAD model using CAM (computer-aided manufacturing) software. The ability to go directly from a 3D CAD design to a machined part with minimal human intervention is a key advantage of CNC machining. Once the program is set and the machine is loaded with the raw material (metal or plastic stock), the CNC process runs largely unattended, ensuring each part comes out exactly to spec.

In practical terms, CNC machining transforms a digital design into a physical part with precision-cut features. The machine's cutting tools (drills, mills, lathes, etc.) systematically remove material in multiple passes until the final geometry is achieved. As a subtractive technique, CNC machining can create very accurate and tight tolerance features, often holding dimensional tolerances on the order of ±0.025 to ±0.125 mm (±0.001–0.005 inches) or better.
Surfaces can be machined smooth and flat, holes drilled to exact diameters, and edges and contours shaped as designed. Complex 3D contours are possible by interpolating movement across multiple axes, especially on modern 5-axis CNC machines. Whether you need a single prototype or a batch of 100 identical parts, CNC machining delivers parts that precisely match the CAD design with excellent repeatability.
How CNC Machining Works: From Design to Part
To appreciate the power of CNC machining, it helps to understand the typical workflow from concept to finished piece:
Digital Design (CAD)
Everything begins with a detailed 3D model of the part created in CAD software. The CAD model captures all the geometry and dimensions needed. This digital design is essentially the "blueprint" for CNC-manufacturing. Request a Rapid Quote – Upload your CAD today and receive pricing, DFM feedback, and a confirmed ship date within 12 hours.
Toolpath Programming (CAM)
The CAD model is then processed with CAM software, which plans the machining strategy. The CAM program determines how the part will be made – e.g., what size cutters to use, what cutting paths to take, spindle speeds, cutting depths, etc. It outputs a G-code program containing the numerical instructions for the CNC-machine. Many modern CAM systems can automatically generate efficient toolpaths, though a skilled CNC programmer will fine-tune parameters for optimal results.
CNC Machine Setup
A machinist (or operator) preps the CNC machine by securing the raw material stock on the machine's work table or in a chuck and loading the required cutting tools. The machine might also require fixtures or vises to hold the workpiece. The correct tooling and zero reference points are set according to the CAM program.
CNC Machining Operations
The CNC-machine executes the G-code program. Typical operations include milling (using rotary cutters to remove material and shape surfaces), drilling (creating precise holes), and turning (spinning the workpiece against a cutter on a lathe to make cylindrical shapes). The computer coordinates movements in the X, Y, Z axes (and others on multi-axis machines) to follow the programmed toolpaths. Coolant may be applied to keep cutting temperatures down.
Modern CNC-machines often combine tools and even operations in one setup (for example, milling machines with automatic tool changers, or mill-turn machines that can rotate and mill the part). This automation allows CNC-machining to produce complex parts in a single process that might require several distinct machines or steps if done manually.
Monitoring and Quality Control in CNC Machining
CNC machining is largely autonomous once it starts, but operators monitor the process for issues (tool wear, etc.). The computerized control ensures each cut is made to the commanded position, yielding excellent consistency between parts. After machining, the part is inspected (often with precision instruments or CMMs) to verify it meets the tolerance specifications from the design. Because CNC processes are so precise, parts usually come out very close to final dimensions, requiring little manual touch-up.

Pilot Run in 30 Days → Reserve machine time for your first 100 production-quality parts and lock in priority scheduling.
Post-Processing (if needed)
Depending on requirements, additional steps may follow. This could include removing any sharp edges (deburring), using surface treatments (like bead blasting and polishing), or applying finishes/coatings (anodizing, painting, etc.). Many Computer numerical control machined parts are ready immediately after coming off the machine ("as machined" finish with fine tool marks). Still, cosmetic or functional finishes can be added easily since the parts are typically made from high-quality solid material.
One major strength of CNC machining is automation. Once the program and setup are validated, the same process can be repeated to produce part after part with minimal variation. This is ideal for both prototyping and production. For a prototype, you can program the machine to make one highly complex part and trust that it will come out exactly as designed.
For a low-volume production run, you can run the program in loops to manufacture dozens or hundreds of identical pieces with consistent quality. CNC's repeatability is one reason it's considered a game-changer in modern manufacturing. It removes human error from the cutting process, ensuring each component adheres to the tight specifications laid out in the CAD model.
Common Types of CNC Machines and Processes
"CNC machining" is a broad term. CNC refers to the control method that can be applied to various machine tools. Depending on the part geometry and material, different Computer numerical control machines may be used:
CNC Milling Machines
These are among the most widely used CNC tools. In milling, rotating cutters remove material to create shapes, slots, holes, and surface contours. CNC mills can produce flat surfaces and complex 3D forms by moving the cutter and/or table in multiple axes. They are extremely versatile from small 3-axis vertical mills for precision components to large 5-axis machining centers that handle intricate aerospace parts. CNC milling is the workhorse process for prismatic parts (those with lots of flat faces or curved surfaces).
CNC Lathes (Turning Centers)
A lathe spins the workpiece while a stationary cutting tool moves along it, which is ideal for making cylindrical parts like shafts, bushings, and threaded fittings. Computer numerical control lathes hold the part in a rotating chuck and can cut precise diameters, cones, and internal bores with an excellent surface finish. Many CNC lathes have live tooling and secondary spindles, allowing some milling or drilling on the part as well (reducing the need for separate milling operations). Turning is commonly used in automotive and industrial manufacturing for any round components.
CNC Drilling and Tapping Machines
While mills and lathes can drill, specialized CNC drill/tap centers are optimized for rapidly drilling many holes or threads into parts. These centers ensure accurate hole placement and repeatable thread quality, essential for parts like engine blocks or electronic chassis with many drilled features.
CNC Routers
A CNC router is a lighter-duty milling machine, often used for wood, plastics, and composites. Routers usually have high-speed spindles and large worktables, making them great for cutting sheet materials, carving patterns, or trimming composite panels. For instance, in custom cabinetry or sign-making, CNC routers can cut shapes with precision that hand tools could never achieve. They operate on the same principles as mills (XYZ control of a cutting head) but are geared toward softer materials and larger formats.
CNC Plasma Cutters and Laser Cutters
These machines cut 2D profiles from sheet or plate material using a focused energy beam instead of a mechanical tool. A CNC plasma cutter uses a high-temperature ionized gas stream to cut through metal sheets (effective for steel, aluminum, etc.). A Computer numerical control laser cutter uses a powerful laser beam to vaporize or melt material along a path, allowing excellent and intricate cuts in metal, plastic, wood, and more. Both are excellent for flat patterns and enclosures, with laser offering very high precision and plasma offering efficiency for thicker plates. They are widely used in industries from metal fabrication to electronics for cutting blanks that might later be machined or formed.

CNC Waterjet Cutters
A waterjet cutter directs a high-pressure stream of water (often with abrasive grit) to erode material and cut through it. Computer numerical control waterjets can cut virtually any material – metal, stone, glass, ceramic, composites without heat, which avoids warping or affecting material temper. They are used for everything from custom granite countertops to aerospace panels. Waterjets are valued for being a cold-cutting process with no heat-affected zone, and their CNC control yields very clean, accurate cuts.

CNC EDM (Electrical Discharge Machining)
EDM uses electrical sparks to erode conductive materials. In wire EDM, a thin electrified wire is guided by CNC to cut intricate shapes through thick metals (often used for making dies, molds, and complex internal cutouts). Sinker EDM (not always CNC, but can be) uses shaped electrodes to carve out cavities. EDM is slower than milling but can achieve excellent detail and cut hardened steels that would be difficult to machine conventionally.
Each CNC machine type serves particular niches, but milling and turning are by far the most common for prototyping and general part fabrication. Many modern machine shops have "machining centers" that combine capabilities, for example, a CNC mill with a turning sub-spindle (mill-turn machine) or 5-axis mills that can approach the part from almost any angle, minimizing the need to reposition the work. The key takeaway is that if a part is physically possible to manufacture by removing material, a CNC machine (or a combination of them) can likely do the job. This versatility is a massive advantage of CNC machining in meeting various design needs.
Materials, Accuracy, and Capabilities of CNC Machining
One of the strongest appeals of CNC machining for product developers is the wide range of materials that can be directly used. CNC machines can cut metals, plastics, and more, often the same materials intended for the final product. This means prototypes made via CNC can closely emulate the performance of the end-use design.
Common Computer numerical control Materials
Almost all metals used in manufacturing can be CNC machined from stock forms (bars, plates, rods). For example, aluminum alloys are very popular for prototypes and production due to their ease of machining and good strength-to-weight ratio. Steels (mild steel, alloy steels, stainless steels), brass and copper alloys, titanium, magnesium, and exotics like Inconel or tool steels can all be CNC machined with the correct tooling. On the plastics side, CNC=machining is frequently used for engineering plastics like ABS, Polycarbonate, Nylon (PA), POM (Delrin acetal), PEEK, PTFE, and many others. Even wood, foam, and fiberglass can be CNC cut for prototyping purposes, as well as composites and laminates.
This material flexibility allows designers to test a prototype in the exact material that a final product might use – for instance, machining a gear out of Delrin to see how a plastic gear performs, or machining a medical component out of titanium to verify its strength and biocompatibility. By contrast, other prototyping methods (like 3D printing) may not offer the same range of production-grade materials.
The selection is broad, and CNC-machined parts retain full material properties. Because the part is carved from solid stock, it is typically fully dense and isotropic – there are no internal layers or porosity issues. Machined metal parts, for example, have the same strength as the billet material they came from, which is great for functional testing. Machined plastic parts similarly have uniform properties (though one must manage residual stresses from machining in some plastics).
This contrasts with additive manufacturing, where printed parts can have anisotropic (direction-dependent) strength and slightly different material microstructures. In short, CNC yields production-quality parts in terms of materials and durability.
Precision and Tolerances: CNC machining is renowned for its high precision and accuracy. State-of-the-art CNC machines and proper programming can routinely achieve tolerances on the order of thousandths of an inch (0.001″) or even into the micron range for critical features. For example, holes can be bored or reamed to within ±0.02 mm of the intended diameter, and mating surfaces can be milled flat within a few microns variation.
Such precision is crucial in aerospace and medical devices, where tight tolerances ensure components fit and function perfectly. Even on larger industrial parts, CNC-machining offers excellent dimensional control compared to manual fabrication. Repeatability is equally important—if you machine 50 copies of a part, a properly tuned CNC process will produce them all nearly identical, which is important for interchangeability and quality control.
It should be noted that achievable tolerance can depend on factors like the specific machine, material, and part geometry. For instance, holding ±0.01 mm on a small steel medical implant is feasible with precision CNC equipment. In contrast, a large aluminum part might practically hold ±0.1 mm due to slight flex and thermal effects. Still, as a rule, CNC is the go-to method when consistently tight tolerances are needed. In cases requiring ultra-high precision (optical components, for example), CNC can be combined with secondary grinding or lapping processes to attain mirror-like finishes and micron precision.
Surface Finish: As-machined CNC parts generally have a good surface finish right off the machine. A typical milled or turned surface will show fine tool marks that are often smooth to the touch (1-3 microns Ra roughness for a fine end mill finish). This is usually smoother than an untreated 3D printed surface, which shows layer lines or a grainy texture. However, CNC tool marks can still be visible, so light sanding or bead blasting may be applied to homogenize the appearance of cosmetic surfaces. If an even smoother or reflective finish is required, CNC parts can be polished readily after machining since the material is solid and responds well to abrasives.
CNC machining also allows tight control of surface features like sharp edges or fillets. External edges can be machined crisp and even knife-sharp if needed (though often, slight chamfers are added to remove sharpness). Internal corners will have a radius equal to the cutter's radius, so they can't be perfectly sharp inside – that is one limitation of subtractive methods (e.g., a milled pocket corner might have a 2mm radius if a Ø4mm endmill is used). Nonetheless, this is accommodated for most designs by specifying a small fillet. In contrast, external corners and flat surfaces can be very exact with CNC.
Post-Processing and Finishes: Another advantage is that CNC-machined parts can easily undergo a variety of post-process finishes, just like production parts. For metals, this includes anodizing of aluminum, chromate conversion, powder coating, plating (nickel, chrome, gold, etc.), heat treating, and so on. Plastic parts can be spray-painted or vapor-polished (in the case of clear polycarbonate or acrylic) to improve optical clarity. Threads can be tapped or milled directly with CNC, or threaded inserts can be added after.
The ability to use the same finishing processes as final products means a CNC prototype can be made to look and perform almost exactly like a mass-produced item. For example, an electronics enclosure could be machined in aluminum, then anodized and silkscreened with a logo to resemble the finished product. This is valuable for functional prototypes, investor demos, or early user-testing units.
In summary, CNC machining offers exceptional capability to produce high-quality parts. It combines broad material compatibility with top-notch precision and surface quality. Whether you need a rugged steel mechanical part or a finely detailed plastic prototype, CNC can likely handle it. Now, we will explore why CNC machining is often the preferred method for prototypes and low-volume production and how it stacks up against other manufacturing methods.
Benefits of CNC Machining
Adopting CNC machining in your product development and manufacturing pipeline yields numerous benefits over both manual methods and even other automated techniques. Here are some of the top advantages of CNC machining:
High Precision and Accuracy:
CNC machines follow their programmed toolpaths exactly, eliminating variability. This ensures consistent dimensional accuracy for every part produced. Tolerances of just a few microns are often achievable, which is crucial for components that must fit together or meet strict performance specs. The precision of CNC is far superior to manual machining and even many 3D printing processes (which might see ±0.1–0.3 mm typical tolerance). If your project demands exacting quality, Computer numerical control provides the control needed to "get it right" every time.
Repeatability and Consistency
Because the process is automated and computer-controlled, the first and hundredth parts of a CNC-machine will be virtually identical. This gives consistent product quality that's hard to achieve with hand-made processes. Especially for functional parts (gears, engine components, medical implants), having each item meet the exact specifications and performance is non-negotiable. CNC reliably delivers that consistency.
Efficiency and Speed
CNC machines can run 24/7 with minimal supervision, dramatically improving production throughput. Once set up, a Computer numerical control machine doesn't need breaks or shift changes, and it can often complete a part faster than a skilled human working manually. Additionally, one CNC machine can perform multiple operations in one cycle (drilling, milling, etc.), reducing total production time per part.
For example, a complex part that might take a whole day to mill carefully by hand can be finished in an hour or two on a high-speed computer numerical control mill. This increased production speed helps companies shorten lead times and respond faster to market needs. It's not uncommon for CNC machining services to deliver prototype parts just a few days after receiving a CAD file, which is a considerable advantage in iterative product development.
Lower Labor Costs & Less Error-Prone
Because one operator can oversee multiple CNC machines, and the machines handle the fabrication, labor costs per part are reduced. There is also a far lower chance of human error ruining a part; the machine will not "get tired" or "lose focus" the way a person might over a long machining session. This leads to higher yield rates and less waste. It also frees up skilled machinists to focus on programming and optimizing processes rather than performing all cutting manually. Overall, CNC automation translates to cost savings, especially as volumes increase.
Design Complexity Capability
CNC-machining allows the creation of complex and intricate designs that would be extremely difficult or impossible to make by hand. Curved surfaces, precise 3D contours, complex hole patterns, and odd geometries can often be CNC machined directly from the CAD model. There are some design limitations (for instance, undercuts or hidden cavities might need special strategies or multiple setups). Still, CNC's multi-axis motion and small cutting tools enable a vast range of geometries to be realized.
With 5-axis CNC machines, even very organic shapes or compound angles can be handled with fewer setups, the tool or table can tilt to reach areas that a 3-axis machine couldn't without repositioning the part. For a designer, this means more freedom to create optimal shapes (for weight reduction, aesthetic, or performance reasons) knowing that CNC can likely manufacture them.

Material Versatility
As noted earlier, CNC isn't limited to one class of materials. A single Computer numerical control machine shop can produce metal parts one day and plastic parts the next by changing the cutting tools and parameters. This versatility is valuable for businesses that might need plastic prototypes for one project and metal for another. It also allows material experimentation, e.g., trying an aluminum prototype and a Delrin prototype to compare their performance without needing completely different manufacturing processes. CNC handles it all in stride.

Reduced Waste (Optimized Material Usage)
While CNC is a subtractive (and thus waste-generating) process by nature, it can still optimize material usage through efficient nesting and toolpaths. CAM software often arranges cuts to minimize scrap and can even use near-net-shape blanks to reduce waste. Additionally, modern CNC machines make very precise cuts, so excess material removal is only necessary.
Any chips or offcuts produced are usually recyclable (metal shavings can be re-melted, plastic chips can sometimes be reused), so material isn't truly lost. Compared to manual carving (where errors could scrap a whole piece) or some molding processes (which may have significant runner/sprue waste), CNC's waste is minimal and controllable. That said, additive manufacturing (3D printing) still beats CNC in waste elimination since it only adds material. However, among subtractive methods, CNC is quite efficient, and techniques like waterjet cut blanks and finish machining can further reduce waste for expensive materials.
Enhanced Safety
CNC machining can improve workplace safety by reducing direct human interaction with cutting tools and machinery during operation. The machinist does the setup with the machine idle, then steps back and lets the enclosed CNC machine run. Modern CNC equipment has safety interlocks, emergency stop buttons, and fully enclosed cutting areas to prevent accidents. This mitigates risks of injuries that were more common in traditional manual machining (like chips flying into eyes, or hands too close to blades). From a business perspective, fewer accidents mean less downtime and liability.
Scalability (Prototyping to Production)
The very same CNC process used to make one prototype can be scaled to make 10, 100, or a few thousand units if needed. This scalability is excellent for bridging the gap between prototype and full production. You can perfect the design on CNC prototypes, then ramp up to small-batch production to fulfill initial orders or pilot runs without investing in expensive tooling.
If demand then skyrockets, you might later transition to methods like injection molding for mass production, but CNC gives you the agility to produce in the interim. Many companies use CNC machining for low-volume production of high-end products or customized items where making a dedicated mold isn't justified. The unit cost will be higher than that of molded parts, but when volume is limited, CNC's lack of tooling cost often makes it more cost-effective overall (we'll quantify this shortly).
In short, CNC machining offers a combination of quality, speed, flexibility, and cost-effectiveness that is hard to match. It's not the solution for every manufacturing scenario (as we'll discuss in comparisons). Still, its benefits align particularly well with the needs of prototyping and low-to-mid volume production, where quick turnaround and precise results are paramount.
CNC Machining for Prototyping and Low-Volume Production
A critical question for businesses developing new products is how to produce prototypes and initial production units. Computer numerical control machining excels in this arena, often outperforming other methods when functional prototypes or a small batch of high-quality parts are needed.
No Tooling = Speed and Flexibility: CNC machining requires no custom tooling or molds to be fabricated – the "tooling" is essentially the programming. This means you can go from design to part extremely quickly. If you have a finalized CAD design, a CNC-service can typically begin cutting it within hours, and you might have the finished prototype part in your hands in a matter of days. In contrast, processes like injection molding require designing and fabricating a mold, which can take weeks to months of lead time before the first part is made.
Additionally, because no hard tooling is locked in the design, any design changes can be easily accommodated: update the CAD model and CAM program and machine the revised part on the next run. This is invaluable during early development when dimensions and features may change frequently as tests reveal improvements. Many engineers use CNC prototypes to validate their designs (fit, function, aesthetics) before committing to expensive production tooling.

Cost-Effective for Low Volumes: CNC's upfront cost is very low, essentially just programming time and setup, without needing a custom mold or die. For low-volume production (ranging from one-off parts to a few hundred units), CNC often has a lower total cost than methods with high fixed tooling costs. As a rule of thumb, if you need only dozens or a few hundred pieces, CNC is more economical than injection molding.
A simple example: imagine a part that costs $10 each in CNC machining at low volume. The same part could be injection molded for $2 each, but the mold might cost $20,000. If you only need 500 parts, injection molding would total $20k + (500×$2) = $21,000, whereas CNC would be 500×$10 = $5,000 – CNC clearly wins at that scale.
Only when volumes rise enough (thousands of parts) does molding become cheaper per unit. In practice, many manufacturers cite a break-even point of around 1,000 units, depending on part size and complexity. Below that, CNC tends to be cheaper overall, and above that, the amortized tooling cost of molding starts paying off. Of course, this threshold shifts with part geometry and material, but it's a useful benchmark. For pilot runs, early-market entry, or niche products that won't need huge volumes, CNC machining is usually the smart economic choice.
Fast Turnaround and Time-to-Market: In addition to pure cost, time is money in business. CNC's quick setup and production mean you can get your product to market faster or respond swiftly to customer needs. If a crucial component in your device needs a redesign, a CNC machine can produce the new version in days, allowing you to keep project timelines on track.
This agility is why CNC is a go-to for startups and agile hardware companies – it supports rapid prototyping and fail-fast, iterate-fast methodologies. As one source notes, "CNC machining offers quick turnaround of just a few days, making it an excellent choice for prototyping and time-sensitive projects". Use CNC when speed matters more than the absolute lowest cost per unit (which is typically the case in development phases).
Design Freedom and Iteration: Early-stage designs often undergo multiple tweaks. With Computer numerical control, after each prototype test, you can modify the CAD file and immediately produce the updated design. There's no penalty except the machining time. In contrast, with processes like molding or casting, a design change could mean scrapping or reworking an expensive mold. CNC thus lowers the risk of design changes – you're not stuck with a suboptimal design just because you invested in tooling for it.
This freedom encourages innovation and refinement until the design is truly optimized. Some companies will CNC machine a series of design iterations, test them all, and then choose the best to move forward with for mass production. The ability to change on the fly between batches is a huge asset during product development.
Functional Testing with Production-Grade Materials: We touched on this earlier – CNC prototypes can be made from the exact materials intended for the final product. This enables rigorous functional and environmental testing. For example, if you are developing an aerospace component that will be aluminum in production, a CNC-machined aluminum prototype will allow you to perform stress tests, thermal tests, etc., with confidence that the prototype behaves like the real product. Alternatively, if you prototype by 3D printing in plastic, you might not capture how a metal part will perform.
CNC is therefore essential for functional prototypes that mimic real-world performance. It's also useful for regulatory testing or certifications (UL, FDA, etc.), where a device often needs to be built to production-equivalent specs to pass approval. Using CNC, you can build that test unit without the production line or tooling.
Low-Volume Production Use Cases: There are scenarios where a business may never intend to mass-produce thousands of units, and instead will always produce in low volumes (hundreds or fewer). Examples include custom machinery, medical devices for rare conditions, aerospace components for limited-run aircraft, or luxury bespoke products.
In these cases, investing in molding or casting might never be warranted – CNC machining is the production process. It can consistently supply high-quality end-use parts at low volumes. Even if per-unit cost is higher, when the volumes are limited, it doesn't matter – the total cost is manageable and the upfront investment is negligible. CNC also supports mass customization – you can produce slightly different variants of a product without new tooling. For instance, a company selling custom lab equipment could CNC machine each order with the customer's required dimensions or features, something not feasible with a fixed mold. The flexibility of CNC shines for these high-mix, low-volume production models.
Bridge to Molding or Casting: Often, CNC machining is used as a bridge manufacturing method. This means it's employed to supply parts in the interim before another process takes over for volume production. A common scenario: you've designed a new product and will eventually use injection molding for 100k units/year, but the mold lead time is 8 weeks. Rather than wait, you CNC machine the first 1000 units to meet initial demand or seed the market.
This bridge production keeps the business momentum while the tooling is being made. Another scenario is when you launch with CNC-machined parts to test market reception; if the product takes off, you invest in molding; if not, you avoid that sunk cost.
Many hardware startups follow this strategy to de-risk their manufacturing. In fact, as one article notes, "manufacturers often use aluminum tooling (for injection molding) for runs in the range of 1,000 to 10,000 units," but "if design flexibility or speed is top priority, CNC is less ideal to replace" – implying that CNC remains better when you need agility, until you are sure you want to lock in a design for molding. Thus, CNC fills the gap from prototype to proven product, at which point scaling up with other methods can be considered if needed.
Overall, CNC machining empowers businesses to move fast, iterate freely, and produce early units without huge expense. These qualities align perfectly with prototyping cycles and low-volume needs. Next, we'll compare CNC machining head-to-head with the other two major manufacturing methods you might be considering: 3D printing and injection molding. Understanding the differences will help clarify when CNC is the best choice versus when those alternatives might be more suitable.
CNC Machining vs. 3D Printing
Both CNC machining and 3D printing are commonly used for prototyping and low-volume parts, but they are fundamentally different approaches: CNC is subtractive (removing material), whereas 3D printing is additive (building parts layer by layer). Each method has its strengths and limitations. Here's a detailed comparison to help decide which is better for your application:
Geometric Complexity: One of the biggest differences is how each handles complex geometry. CNC machining has some geometric limitations – the cutting tool must be able to physically reach the areas to be machined physically, and internal sharp corners can't be made due to the cutter's round shape. Very deep cavities, undercuts, or intricate internal channels may be impossible or require multiple machine setups and custom fixtures, adding cost. By contrast, 3D printing excels at complex, organic shapes.
Additive processes can create shapes with internal hollows, lattice structures, overhangs (with support structures), and other forms that no milling cutter could fully carve. For example, a topology-optimized bracket with internal voids might be trivial to 3D print but extremely challenging to CNC machine. Rule of thumb: if a part's geometry is so complex that subtractive machining would be highly inefficient or infeasible, 3D printing might be the better route. However, if a part can be reasonably CNC machined, it often should be (for reasons we'll see below).
Dimensional Accuracy and Tolerance: CNC machining generally offers superior precision. Typical CNC tolerances are in the ±0.05 mm range or better, and fine features can be made very accurately and repeatably. 3D printing tolerances vary by technology: FDM (fused deposition modeling) might only achieve ±0.2–0.5 mm accuracy, while high-end processes like SLS or SLA can be around ±0.1–0.2 mm, and metal 3D printing (DMLS/SLM) roughly ±0.1 mm. In practice, CNC parts will come out with more consistent critical dimensions, whereas 3D printed parts might need secondary machining of certain features if a tight tolerance is required (e.g., reaming a printed hole)
For parts that have mating components or require precision assembly, CNC is often preferred to ensure proper fit. 3D prints may also exhibit slight warping or shrinkage issues that affect accuracy, whereas CNC replicates the CAD dimensions on the block of material. As one source succinctly states: "CNC machining offers greater dimensional accuracy than 3D printing…and produces parts with better mechanical properties in all three dimensions".
Material Properties: CNC-machined parts are typically stronger and more robust than 3D printed parts made from the same material. This is because, as mentioned, CNC parts are cut from solid homogeneous stock, yielding fully dense, isotropic material properties. 3D printed parts, especially in plastics, often have layered structures – for example, an FDM part has filament laid layer by layer, which introduces anisotropy (it's usually weaker along layer lines).
Even SLS or SLA plastic parts can be slightly more brittle or have internal porosity compared to machined plastic. In metals, DMLS/SLM printed parts can achieve near-wrought properties but may still have micro-voids or residual stresses from the print process, often requiring heat treatment after. Machined metal parts, on the other hand, generally maintain the full strength of the metal bar they came from. This means that CNC is a safer bet for functional prototypes that must handle load, heat, or other stresses unless you have a very advanced 3D printing setup. Additionally, CNC supports many engineering materials that are not easy to 3D print.
For instance, PTFE (Teflon) or certain high-temperature plastics can be readily machined. Still, there are no common 3D printing processes for them. Similarly, CNC can machine hardened steels or glass-fiber composites that would be impossible to print. 3D printing does allow some materials that CNC struggles with (like very soft elastomers or complex metal superalloys in some printers), but in general, CNC's material menu is broader for standard manufacturing materials.
Surface Finish: A well-tuned CNC machine can produce parts with smooth surfaces and fine details. Visible tool marks are usually slight and uniform; many CNC parts are usable without further finishing. 3D printed parts typically have visible layer lines or a grainy texture, especially on curved surfaces or where support structures were removed.
This is true for common processes like FDM, SLA, and SLS – an SLA part might feel smooth but still show faint layer stratification, while SLS parts have a matte, slightly rough, powdery feel. Post-processing (sanding, media blasting, tumbling) is often applied to 3D prints to improve surface quality. By contrast, CNC parts often meet surface finish needs right away, or only need minimal polishing for high-gloss requirements.
Also, sharp edges and fine features come out cleaner with CNC – 3D printing can struggle with very thin walls or crisp edges (they may not form perfectly or may be prone to breaking). CNC can machine thin features (within reason) and leave a clean edge, as external surfaces can be cut with sharp tool corners. Injection molding, for comparison, tends to give the best surface finish (mirroring the mold polish), but between CNC and 3D printing, CNC yields smoother results on average.
Speed and Turnaround: There are two aspects of speed – how fast a single part can be made, and how fast multiple parts can be made. For a single prototype, 3D printing can often be faster: you just hit "print" and a desktop FDM machine might produce a small part in a couple of hours. Some 3D printing services offer 24-hour turnaround for simple prototypes. CNC machining usually requires more setup (programming, fixturing), which might make the lead time a couple of days. So if you need one off-the-cuff part by tomorrow and it's a suitable geometry/material for 3D printing, additive has the edge in turnaround.
However, CNC can handle multiple parts or larger pieces. CNC machines can rapidly remove material (especially on modern high-speed mills), so the per-part cycle time can be quite low for simple parts. With 3D printing, if you need 10 copies, you either print sequentially (taking 10× the single-part build time) or you need multiple printers. CNC can often mill a batch by placing multiple blanks or just running continuously. Additionally, the more parts you need, the more CNC's upfront time (programming) gets amortized, making it efficient for small batch production, whereas 3D printing each part still takes the same amount of time per part.
In terms of operator labor, 3D printing is low-labor for one part (start the print), but the post-processing (support removal, cleanup) can become a bottleneck with many parts; CNC requires skilled setup but then churns out parts that typically need only minor deburring. For truly immediate needs and very low quantity, 3D printing wins; for moderate quantities (say 10-100), CNC often becomes faster overall in delivering finished pieces.
Cost per Part: Cost is highly geometry and material dependent, but some general trends: For very low quantities (especially 1-5 parts) and especially in plastics, 3D printing is usually cheaper. There's no programming cost and minimal machine oversight needed – you pay mainly for material and machine time, which for a small plastic part is trivial (a few dollars of filament or resin). CNC machining at low volume can be pricier due to machine setup time and possibly wasted material.
For instance, a small bracket might cost $50-100 to CNC (because you're paying for the machinist's time to program and set up, plus machine time), whereas the same bracket in PLA via FDM might cost $5 in material and $20 in labor, etc. However, as part size or complexity grows, CNC's cost might be justified. Also, for metal parts, 3D printing (DMLS) is very expensive per part often hundreds of dollars for even modest-sized metal prints – whereas CNC could make that metal part for less, especially in quantities.
One source notes: "When considering metals, CNC can be price-competitive even for low quantities." This means that metal 3D printing is not necessarily a cost saver at small scale unless the geometry mandates it. Furthermore, beyond a handful of parts, CNC's per-unit cost tends to remain relatively flat (each part costs roughly the same to machine), while 3D printing each additional part is a linear cost as well.
If you need, say, 50 plastic parts, CNC might actually come out cheaper than 50 individual high-quality 3D prints, particularly if using an external service (where each print has a base cost). So cost-wise, 3D printing is optimal for small volumes, especially if geometry is complex, whereas CNC becomes cost-effective as volumes rise or if parts are simple and quick to machine. In any case, neither method has the ultra-low cost per part that injection molding achieves at high volumes – they are both for low-volume economics.
When to Choose CNC vs 3D Printing: The decision tree might look like this – if your part is relatively simple in shape and can be CNC machined without extreme difficulty, CNC will give you better precision, material options, and surface finish. If your part has complex internal geometry or you need it extremely fast and cheap in a non-metal material, 3D printing could be a better choice for the initial versions. As one guideline puts it: "All parts that can be manufactured with limited effort through a subtractive process should generally be made with CNC machining" because of the accuracy and properties advantage.
On the other hand, choose 3D printing when subtractive methods cannot produce the part efficiently or at all, for highly complex, topology-optimized shapes, or when a fast turnaround prototype is needed within hours. Another use case for 3D printing is if you only need a very small number of identical plastic parts (perhaps <10); the printing might be cheaper and quicker for that count also, if you require materials like a rubber-like TPU or certain bio-materials that aren't machinable, additive manufacturing steps in.
It's worth noting that CNC machining and 3D printing can complement each other rather than strictly compete. For example, you might 3D print a rough prototype to evaluate form and fit, and then CNC machine the next prototype to evaluate function under load. Or in production, you could 3D print a part with an organic shape and then CNC machine critical mating surfaces or holes to tight tolerances (a hybrid approach). In fact, for some advanced metal parts, a strategy is to 3D print the near-net shape and then CNC machine it to final spec – this can handle complexity and precision together.
And as a final reassurance, 3D printing is not making Computer numerical control obsolete – each has its domain. Even in 2025, additive manufacturing has not replaced subtractive or molding for the bulk of production needs, and "for many applications, CNC machining is the better option". So, you should view 3D printing as another tool in the toolbox: use it when its unique advantages align with your project's needs (complexity, speed for a one-off, etc.), and use CNC when accuracy, material, and finish are paramount.
CNC Machining vs. Injection Molding
Injection molding is a high-volume production process where melted plastic is injected into a custom mold to form parts. It's essentially the opposite scenario of prototyping – it shines when making large quantities of identical parts. Comparing CNC machining to injection molding highlights their different strengths:
Upfront Cost – Tooling vs No Tooling: Injection molding requires a significant upfront investment to create the mold (typically made of steel or aluminum). This tooling can cost thousands to tens of thousands of dollars, depending on part complexity and required durability of the mold. CNC machining, as discussed, needs no special tooling – each part is directly fabricated from stock material. Thus, for low volumes, CNC machining is far more cost-effective since you avoid tooling costs altogether. Even when using cheaper aluminum tooling for low-volume molding (which many do for runs of ~1,000–10,000 units), you're still looking at a few thousand dollars and weeks of time to get the mold ready.

If your production volume does not justify that expense, CNC is the smarter choice. On the flip side, once a mold is made, the per-part cost of injection molding is very low – just the material and machine cycle cost, which can be cents for small parts. So, at high volumes, injection molding becomes cheaper per unit than CNC, easily undercutting any machining process due to economies of scale. The break-even volume where molding pulls ahead depends on the part, but as noted earlier, around hundreds to a thousand units is a common zone.
For example, one source points out that around 1,000 units is often the tipping point where, even with mold costs, injection molding's total cost can undercut CNC's total cost.
In summary: Use CNC for low-volume production where paying for a mold isn't worthwhile; use injection molding when you need many parts and can amortize the tooling. Always calculate the total cost, including tooling, when making this decision, not just per-part price.
Lead Time: Speed to get first parts is another major difference. CNC has practically zero lead time – as soon as the CAD is ready, machining can start, and first articles can come out in days. Injection molding has a long lead time for the first part because you must manufacture the mold first. Even a "fast" mold might take 2–4 weeks; complex molds can take 6–12 weeks to design, cut, and test. So, if you need parts immediately or are still refining the design, molding is not ideal.
CNC-machining allows rapid iteration and delivery, which is great for speed-to-market and agile development. Injection molding is ideal for steady-state production once the design is frozen and the schedule is predictable, but it's slower to get started. Many companies will CNC machine initial units to meet a product launch date, then transition to molding when the molds are finally ready, bridging that time gap. If you anticipate eventual high volume but need something now, Computer numerical control is the interim solution – "Use CNC when speed matters more than cost per unit," as experts advise.
Design Constraints: CNC and injection molding have different design rules, which can influence which to choose. CNC's constraints relate to tool access and geometry (as discussed, no internal undercuts without special setups, milled features need draft or radius only if the tool requires it, etc.). Injection molding's constraints are about what shape can be ejected from a mold.
Typically, you need draft angles on vertical walls, you can't have certain undercuts, or you need side actions in the mold to form them, thin sections must fill properly, and so on. If your part has a geometry that is perfectly machinable (solid blocky shapes, etc.) but might be troublesome to mold (e.g. tall straight walls with no draft, or very sharp internal corners, or varying wall thickness that could cause sink marks), then CNC machining might be a more straightforward approach at least for initial production.
Molding often requires a DFM (Design for Manufacturability) pass to adjust the design, add fillets, add draft, modify features to avoid thick-to-thin transitions, etc. If you're not ready to make those compromises or the design can't change, CNC can produce the part as designed (since it's indifferent to draft and can cut sharp corners in external geometry, etc.).
Tight tolerances are another aspect Computer numerical control can achieve tighter tolerances on specific features than typical molding. Molding can be very precise for overall shape, but critical dimensions in a mold might vary slightly due to the shrinkage of plastic and mold tolerances. CNC machining a critical interface can hold it to a tighter spec in many cases. Therefore, if your part demands extremely tight mechanical fits or has features that molding would struggle with, you might favor CNC (or plan to machine certain features even on a molded part, which is sometimes done).
Material Differences: Injection molding is mostly used for thermoplastics (and some thermosets/elastomers). There are hundreds of injectable plastic materials (various grades of ABS, PC, Nylon, PP, etc., often with fiber fillers). CNC machining can work with those same plastics in many cases, plus it can handle materials that cannot be injection molded easily.
For instance, certain high-performance polymers or composite laminates that come in solid sheet form can be CNC machined but aren't moldable. Also, CNC can readily produce metal parts, whereas injection molding of metal is not typical (aside from special processes like MIM, which have their own complexities). So, if your design eventually needs to be metal, injection molding is off the table (you'd look at casting or forging for high-volume metal, but that's another comparison).
However, if your goal is purely plastic parts at volume, molding offers materials formulated for that (including things like colorants, UV stabilizers, etc., mixed in). One neat advantage of molding: you can often get better surface finishes and textures directly from the mold. Molds can be polished to a mirror shine or etched with grain patterns, and the plastic part will replicate that surface. This means molded parts can have a very consistent cosmetic finish straight out of the machine, no post-process needed.
As we discussed, CNC parts may show some tool patterns and usually come in a single color (the color of the material stock). If aesthetics are critical (for example, consumer product housings), injection molding can produce glossy, uniformly textured parts with molded-in colors or even multiple colors (two-shot molding) in a way that CNC cannot without secondary finishing. That said, CNC parts can be painted or coated to any color; it's just an extra step.
Production Volume and Scaling: If you anticipate needing tens of thousands or millions of parts, injection molding is the proven manufacturing method to achieve low cost at scale. CNC machining each part individually up to those quantities is generally not economical (and there's limited machine capacity to do so in a timely manner). Once the cycle is optimized, molding can crank out a part every 30 seconds or faster, which CNC cannot match for identical parts.
So it's not CNC vs molding at very high volumes – molding will win on cost and throughput when volumes justify it. CNC's sweet spot is prototyping through low or moderate volume. However, keep in mind the strategy of "CNC as bridge production." It is not uncommon to see companies produce the first few thousand units via CNC to get into market fast, then switch to injection molding for the full ramp-up once any last design tweaks are done and molds are ready. This staged approach leverages CNC's agility early on and molding's efficiency later.
Use Case Summary: Choose CNC-machining when you have low-volume needs, need parts immediately, or have not finalized the design. CNC gives you high-quality parts without long commitments. It's also ideal for precision components or those requiring special materials. Choose injection molding when you have high-volume requirements of a finalized design and can afford the tooling lead time.
It will deliver each part at a much lower unit cost and with excellent repeatability once up and running. As one manufacturing firm put it: "CNC is more economical for fewer parts (a few hundred), injection molding becomes cost-effective at around 1,000+ parts". Also, "Use CNC when tolerances are critical or moldability is uncertain;
Use injection molding when unit cost for large volumes matters more than agility". If needed, you can always augment processes: for instance, injection mold the basic shape and then CNC machine a fine detail or tight tolerance feature on each molded piece (this is done in some industries for critical surfaces).
When comparing these processes, it's clear each has a domain: computer numerical control machining for flexibility and upfront speed, injection molding for mass production efficiency. Many companies will use both at different stages of a product's lifecycle. It's not an either/or choice globally, but a question of timing and volume.
The good news is that developing a part with CNC prototypes can seamlessly transition to injection molding later your CNC work helps validate the design, and then a mold can be made to replicate that design in large quantities. In fact, if you've CNC machined a successful prototype, you essentially have the geometry locked; a mold can then be cut (often directly referencing the CAD used for CNC) to produce identical shapes in volume.
Conclusion
CNC machining stands out as a cornerstone manufacturing technology for modern prototyping and low-volume production. For businesses and engineering teams, it provides a rare combination of speed, precision, and versatility that accelerates product development and ensures high-quality results. With Computer numerical control machining, a napkin sketch or CAD file can be transformed into a tangible, fully functional part in a matter of days and not just any part, but one made of production-grade material and built to exact specifications.
This capability is invaluable in the competitive landscape of innovation, where getting a reliable prototype or pilot production run completed in weeks (not months) can make the difference in beating competitors to market.
Let's recap a few key takeaways for decision-makers considering CNC machining:
- Quality and Precision: CNC-machined parts meet tight tolerances and demanding quality standards, which are suitable for industries from aerospace to medical. If your project cannot compromise on accuracy or material integrity, CNC delivers the confidence you need.
- Time-to-Market Advantage: CNC allows rapid iteration and fulfillment of orders without requiring complex tooling. This agility supports an iterative design approach and quick response to customer or testing feedback. Early-stage companies especially benefit from the ability to refine designs through multiple Computer numerical control prototype cycles without major delays.
- Cost-Effective for Prototypes/Low Volumes: For quantities from one to a few hundred units, CNC machining is often the most economical manufacturing method when considering total costs and setup overhead. It lets you produce only what you need, when you need it, avoiding large up-front investments and inventory build-up.
- Bridge to Scaling: CNC is not only for one-offs – it can handle small-to-medium production runs (hundreds or thousands of parts) with consistent results. When the time comes to scale to mass production, you'll have a validated design and can transition to methods like injection molding more smoothly. In some cases, CNC can even economically produce the entire product run if volumes remain moderate or if customization is required per batch.
- Comparative Advantage: Compared to 3D printing, CNC-machining offers superior precision, material options, and part properties for many applications. Compared to injection molding, CNC offers flexibility, zero tooling cost, and speed for low volumes. Each process has its role, but CNC is often the default choice for initial production and functional prototyping because it strikes an excellent balance of quality and efficiency for that stage.
In an era where manufacturing technologies continue to advance, CNC-machining remains a gold standard for reliable and precise fabrication. It has also evolved; today's CNC equipment integrates more automation, smarter CAM software, and even AI optimizations to further reduce cycle times and improve capabilities. The emergence of on-demand Computer numerical control services and machining networks means that even companies without in-house machine shops can tap into the power of CNC with ease, uploading designs and receiving parts within days.
Whether you're a startup building a breakthrough gadget or an established firm customizing a low-volume component, CNC machining offers the assurance of quality and speed of execution that can turn your engineering vision into a market-ready reality. By understanding its strengths and how it compares to alternatives, you can make informed decisions to leverage CNC-machining at the right time for the right tasks, keeping your product development agile, your production nimble, and your hardware innovation a cut above the rest.
NDA + Capability Deck: We'll send you our full process windows, tolerances, and QA protocols under NDA to your inbox.